Risk assessment
When a company builds, retrofits or interlinks machines, a systematically structured risk assessment is the most important basis for the safe execution of the product. The risk assessment according to EN ISO 12100 (formerly known as hazard analysis) is therefore the central design element for the development of safe machines according to the Machinery Directive.
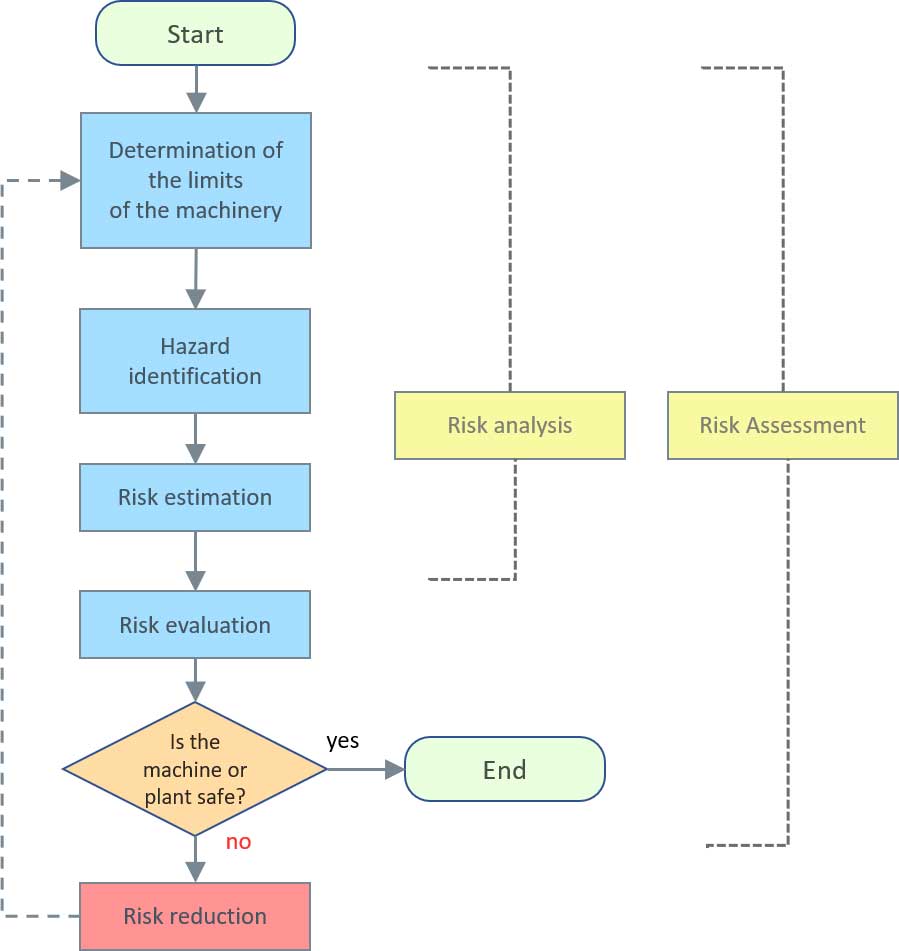
Risk assessment and risk reduction as an iterative process
The risk assessment according to EN ISO 12100 essentially follows these 5 steps:
 Determining the limits of the machine
Determining the limits of the machine
This is where the basic conditions for the use of the machine are defined. What it is used for and by whom, in which context and under which boundary conditions (e.g. climatic, local, temporal)- Risk analysis
Identification of hazards for all life phases and tasks/operation modes - Risk assessment
based on the extent of damage and probability of occurrence - Risk evaluation
the decision whether risk reduction is necessary or not - Risk reduction
Find solutions to reduce or eliminate the risk
 Determining the limits of the machine
Determining the limits of the machineThese 5-steps have to be passed through iteratively, since the application of protective measures can potentially create additional hazards or increase other risks. Thus, it is necessary to continuously check whether new hazards have arisen.
RISK ESTIMATION
In the next step, a risk estimation must be carried out for the identified hazardous situations. The risk associated with a hazardous situation is a function of the extent of damage (severity of injury) and the probability of occurrence of the damage.
The risk is thus determined by the severity of the injury (minor injuries, serious injuries, death), the frequency and duration with which a person is present in the hazard area, human factors (experience, stress situation, etc.) and recognizability of the hazard, as well as enough time and opportunities to avoid it.
The individual factors are described in great detail in Chapter 5.5 of EN ISO 12100. However, EN ISO 12100 itself does not contain a system for quantifying the estimates. In “ISO/TR 14121-2 – Risk assessment – Part 2: Practical guide and examples of procedures”, however, some examples are given.
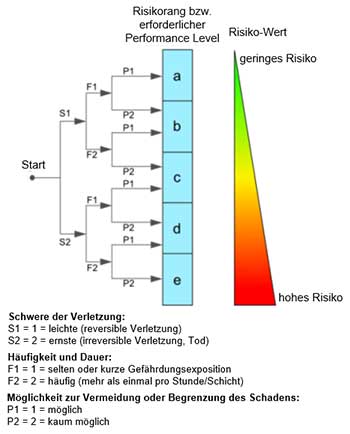
The risk graph is a proven method of assessing a hazard or risk, regardless of the type of machine. It can be used to find suitable measures for maintaining safety.
In practice, it is often the case that risk estimation in particular is one of the most difficult tasks for the persons involved. The risk is often a matter of personal estimation and cannot be calculated exactly, therefore one should not be so strict and want to work with accurate figures, even if this may be difficult especially for a design engineer. It is in the nature of things that two people who make an estimation about a risk often come to different results.
Accident statistics or information on accident situations can be helpful in risk estimation, for example, as provided by institutions such as AUVA, BAuA, VDW (Association of Machine Tool Manufacturers). However, some manufacturers now have their own statistics because they have started to collect, standardize and evaluate accident reports – this is particularly recommended for manufacturers of series.
