Risikobeurteilung
Wenn ein Unternehmen Maschinen baut, nachrüstet oder verkettet, ist eine systematisch aufgebaute Risikobeurteilung die wichtigste Grundlage zur sicheren Ausführung des Produkts. Die Risikobeurteilung nach EN ISO 12100 (früher Gefahrenanalyse) ist damit das zentrale Gestaltungselement zur Entwicklung sicherer Maschinen nach Maschinenrichtlinie.
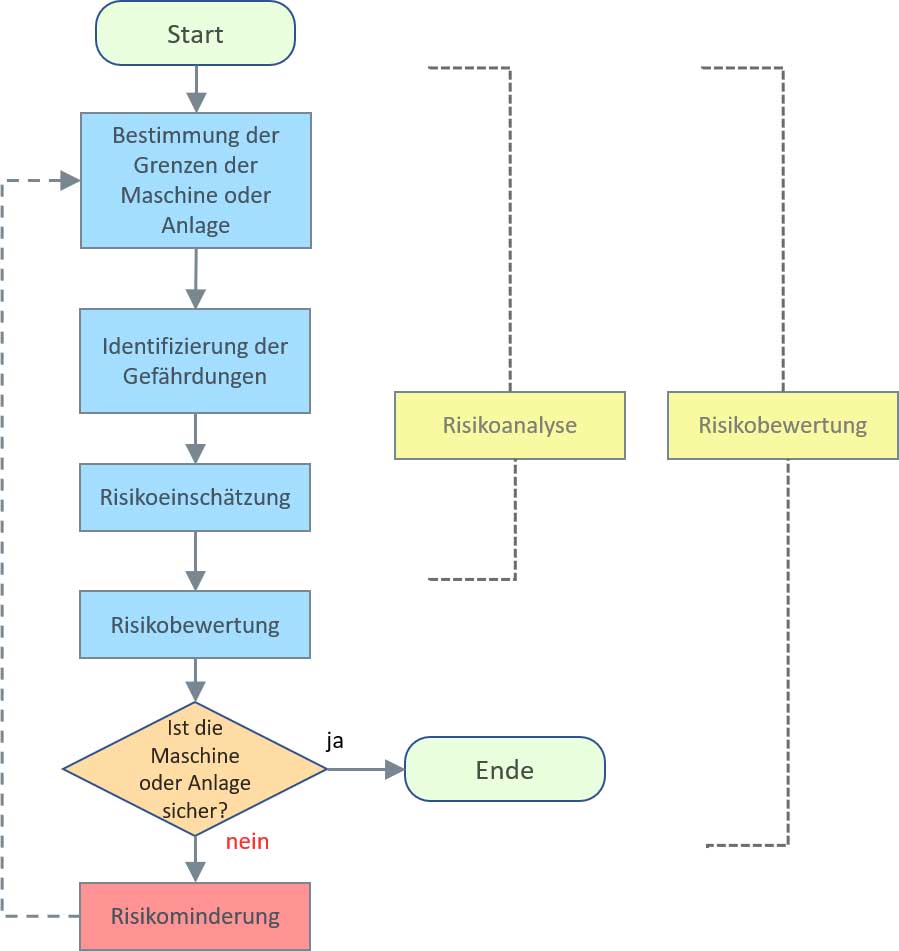
Risikobeurteilung und Risikominderung als iterativer Prozess
Die Risikobeurteilung nach EN ISO 12100 folgt im Wesentlichen diesen 5 Schritten:
 Grenzen der Maschine ermitteln
Grenzen der Maschine ermitteln
Hier werden die grundlegenden Rahmenbedingungen für die Nutzung der Maschine festgelegt. Wozu und von wem wird diese genutzt, in welchem Zusammenhang und unter welchen Randbedingungen (z.B. klimatisch, örtlich, zeitlich)- Risikoanalyse
Ermittlung der Gefährdungen für alle Lebensphasen und Aufgaben/Betriebsarten - Risikoeinschätzung
aufgrund von Schadensausmaß und Eintrittswahrscheinlichkeit - Risikobewertung
die Entscheidung, ob eine Risikominderung erforderlich ist oder nicht - Risikominderung
Lösungen finden, um das Risiko zu mindern oder ganz zu beseitigen
 Grenzen der Maschine ermitteln
Grenzen der Maschine ermittelnDiese 5-Schritte sind iterativ zu durchlaufen, da durch die Anwendung von Schutzmaßnahmen potenziell zusätzliche Gefährdungen geschaffen oder andere Risiken erhöht werden können. Somit muss laufend kontrolliert werden, ob sich neue Gefährdungen ergeben haben.
RISIKOEINSCHÄTZUNG
Für die identifizierten Gefährdungssituationen muss im nächsten Schritt eine Risikoeinschätzung durchgeführt werden. Das mit einer Gefährdungssituation zusammenhängende Risiko ist eine Funktion von Schadensausmaß (Schwere der Verletzung) und Eintrittswahrscheinlichkeit des Schadens.
Das Risiko wird also von der Schwere der Verletzung (leichte Verletzungen, schwere Verletzungen, Tod), der Häufigkeit und Dauer, mit der eine Person im Gefährdungsbereich anwesend ist, menschliche Faktoren (Erfahrung, Stresssituation, usw.) und Erkennbarkeit der Gefährdung sowie genug Zeit und Möglichkeiten auszuweichen bestimmt.
Die einzelnen Faktoren sind in Kapitel 5.5 der EN ISO 12100 sehr ausführlich beschrieben. Die EN ISO 12100 selbst enthält jedoch kein System zur Quantifizierung der Einschätzungen. In der „ISO/TR 14121-2 – Risikobeurteilung – Teil 2: Praktischer Leitfaden und Verfahrensbeispiele“ sind dazu jedoch einige Beispiele angeführt.
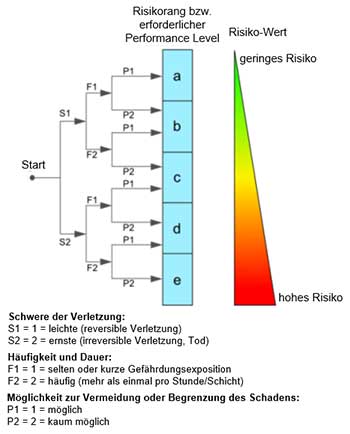
Ein bewährtes Verfahren, mit dem unabhängig vom Maschinentyp eine Gefahr bzw. ein Risiko bewertet werden kann, stellt der Risikograph dar. Mit seiner Hilfe können geeignete Maßnahme zur Einhaltung der Sicherheit gefunden werden.
In der Praxis zeigt sich häufig, dass gerade die Einschätzung des Risikos eine der schwierigsten Aufgaben für die beteiligten Personen ist. Das Risiko ist oftmals eine Sache der persönlichen Einschätzung und lässt sich nicht exakt berechnen, daher sollte man auch nicht so streng vorgehen und mit maßgenauen Zahlen arbeiten wollen, auch wenn das besonders einem Konstrukteur schwerfallen mag, dass zwei Personen die eine Einschätzung zu einem Risiko abgeben oftmals zu unterschiedlichen Ergebnissen kommen liegt dabei in der Natur der Sache.
Hilfestellung bei der Risikoeinschätzung können bspw. Unfallstatistiken oder Informationen zu Unfallsituationen geben wie sie beispielsweise Institutionen wie die AUVA, BAuA, VDW (Verband der Werkzeugmaschinenhersteller) zur Verfügung stellen. Einige Hersteller haben inzwischen jedoch ihre eigenen Statistiken, weil diese begonnen haben Unfallberichte zu sammeln, standardisieren und auszuwerten – dies empfiehlt sich besonders für Hersteller von Serien.